

TheРолерна групае основен компонент на конвейера на колана, отговорен за поддържането на конвейерния лента и намаляването на съпротивлението на бягане. Качеството на монтажа му влияе пряко върху стабилността, живота на обслужването и експлоатационния шум на конвейера. Следните подробности за основните точки на сглобяването на ролковите групи от четири измерения: подготовка преди сглобяване, процес на сглобяване на основата, за да се осигури стандартизиран и ефективен процес на сглобяване.
1. Подготовка преди сглобяване: Поставете основата и избягвайте рисковете
Преди сглобяването, три основни задачи - „Проверка на материалите, подготовка на инструменти и почистване на околната среда“ - трябва да бъдат изпълнени, за да се избегне преработка или опасности от качеството, причинени от предварителни пропуски.
1.1 Брой на материалите и проверка на качеството
● Проверете основните компоненти на ролковата група една по една: ролки (включително ролкови тела, корпуси за лагери, лагери и маслени уплътнения), скоби, шахти, крепежни елементи (болтове, гайки, шайби) и др.
● Качествен скрининг на ключови компоненти:
◆ Ролково тяло: Без неравности, деформация или ръжда на повърхността; Еднообразна дебелина на стената (налична е проверка на петна с апарат); Корпусите на лагера в двата края са здраво заварени (без фалшиво заваряване или пукнатини).
◆ Лагери: гъвкаво въртене без заглушаване или ненормален шум; непокътнати капаци за уплътнение (за предотвратяване на влизане на прах и масло); Моделите съответстват на рисунките (например, лагери на топки с дълбоки жлебове 6204, 6205).
◆ скоби: Материалът отговаря на изискванията (предимно Q235 стомана); без бури или деформация в заваръчните фуги; Точна позиция на монтажни отвори (диаметърът на отвора съвпада с болтовете, с грешка ≤ 0,5 мм).
1.2 Подготовка на инструменти и спомагателни материали
● Основни инструменти: Дръчката на въртящия момент (от решаващо значение за гарантиране на затягането на болта въртящ момент отговаря на стандартите), регулируем гаечен ключ, гаечен ключ на шестоъгълника, шублер (за измерване на размерите), габарит на усещането (за измерване на пропуски), гумен чук (за да се избегне повреда на компонентите от твърдо чукане), носещи инструменти за инсталиране (например)
● Спомагателни материали: мазнини (съвпадащи с лагерите, като литий на основата на мазнина № 2, използван за смазване на лагера), инхибитор на ръждата (пръскан върху заваръчните фуги на скобите след сглобяване), почистване на плат (за изтриващи маслени петна и прах върху компоненти).
1.3 Изисквания за околната среда
● Сайтът трябва да бъде плосък и сух, като избягва влажната среда (за да се предотврати ръждата на компонента) и прашна среда (за да се предотврати навлизането на примеси в лагерите).
● Поставете защитни подложки (например гумени подложки, дървени дъски), за да предотвратите драскотини по тялото на ролката, причинени от директен контакт със земята.
2. Основен процес на сглобяване: Работете в последователност и осигурете прецизност
Събранието наРолерна групаТрябва да следвате последователността на "Първо сглобяване на валярния блок → След това сглобете скобата → Накрая фиксирайте и проверете". Прецизността трябва да се контролира във всяка стъпка, за да се избегне несъответствието на компонента.
Стъпка 1: Сглобяване на ролкови единици (сърцевината на сърцевината)
Ролерът е „Единица за изпълнение“ на ролковата група, съставена от валярното тяло, лагерите, вала и масленото уплътнение. По време на сглобяването се съсредоточете върху осигуряването на "гъвкави лагери и надеждно запечатване".
1.1 Сглобяване на лагери и корпуси на лагера
Първо, нанесете малко количество мазнина върху вътрешната стена на корпуса на лагера (тънък слой, покриващ вътрешната стена, е достатъчен; прекомерната мазнина може да доведе до загряване на лагера).
● Използвайте преса, за да натиснете гладко лагера в корпуса на лагера (точката на приложение на сила е върху външния пръстен на лагера; натискането на вътрешния пръстен е забранено). Уверете се, че няма пропаст между лагера и корпуса на лагера (проверка с габарит на усещането е на разположение, с празнина ≤ 0,05 мм).
● Инсталирайте масленото уплътнение: вградете масленото уплътнение (предимно уплътнение на маслото с двойно лост) в жлеба на корпуса на лагера. Уверете се, че масленото уплътнение е плътно прикрепено към външния пръстен на лагера без отклонение (за да се предотврати изтичане на мазнини или влизане на прах по време на работа).
1.2 Сглобяване на вал и валяк
● Прекарайте вала (с гладка повърхност и без бури) през вътрешния пръстен на лагера в единия край на ролковото тяло и внимателно го натиснете към вътрешния пръстен на лагера в другия край. Уверете се, че валът е напълно прикрепен към вътрешния пръстен на лагера (без разхлабеност).
● Тест за въртене на тялото на ролката: Завъртете тялото на ролката на ръка; Той трябва да се върти гъвкаво, без да заглушава или ненормален шум, а инерцията на въртенето трябва да бъде еднаква (няма „чувство на заекване“). Ако има заглушаване, разглобявайте и проверете дали лагерът е инсталиран в обратна връзка или има примеси.
Стъпка 2: Сглобяване на валяк и скоба
Скобата е „рамката за поддръжка“ на ролковата група. Необходимо е да се гарантира точното положение на валярния блок на скобата, за да се избегне отклонението на конвейерния лента.
2.1 Позициониране на валярния блок
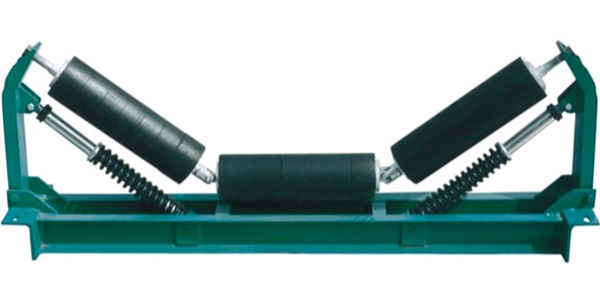
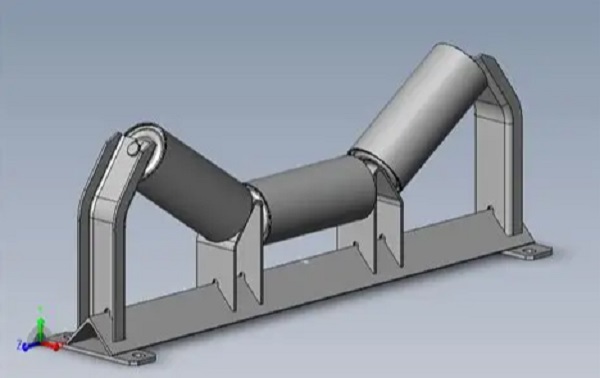
● Според изискванията на рисунките, поставете сглобените ролкови единици (една ролка група обикновено съдържа 2-5 ролкови единици; например, „паралелна ролка група“ съдържа 3 единици, а „Trough Roller Group“ съдържа 2 странични ролки + 1 среден валяк) в канали на монтажа на скобата.
● Трябва да се обърне специално внимание на групата на коритото: Ъгълът между страничните ролки и средния валяк (обикновено 30 °, 35 °, 45 °, според изискванията за рисуване) трябва да се измерва с ъглов владетел, с грешка ≤ 1 ° (ъглово отклонение ще доведе до неравномерна сила на транспортния лента, лесно до отклонение).
2.2 Фиксиране на болта
● Прекарайте болтовете през монтажните отвори на скобата и отворите за корпус на лагера на ролковия блок, поставете на шайбите (плоска шайба + пружинна шайба, за да предотвратите разхлабването) и първо затегнете гайките на ръка.
● Използвайте гаечен ключ, за да затегнете болтовете според въртящия момент, посочен в чертежите (например, въртящият момент за болтовете на M10 обикновено е 25-30N · m, а за M8 болтовете е 15-20N · m). Прекомерният въртящ момент (което може да причини счупване на болта) или недостатъчен въртящ момент (което може да причини разхлабване по време на работа) е забранено.
● Последователност на затягане: Затегнете симетрично (например, 4 болта трябва да се затегнат в „диагонална последователност“, за да се избегне деформация на скобата).
Стъпка 3: Обща проверка и корекция
След сглобяване проведете своевременно обща проверка за коригиране на отклоненията:
● Използвайте ниво, за да откриете долната повърхност на скобата: Уверете се, че скобата е хоризонтална (хоризонтално отклонение ≤ 0,5 mm/m). Ако е наклонена, регулирайте уплътненията (поставете уплътненията в долната част на скобата; принудителното огъване на скобата е забранено).
● Проверете паралелизма на валяците: страничните ролки на коритотоРолерна групаТрябва да се разпределя симетрично от двете страни на средния валяк, с грешка в паралелизма ≤ 0,3 мм/м (откриване по метода на изтръпване на въжето: издърпайте права линия в двата края на ролките и измервайте разликата в разстоянието между ролките и права линия).
● Завъртете всички ролки отново: Уверете се, че всички ролки се въртят гъвкаво, без „индивидуално заглушаване“. Ако има заглушаване, разглобявайте и проверете сглобяването на лагерите или валовете.











